Karšto valcavimo staklės, veikiančios šoninio darbo veleno valcavimo bloko velenu
Mūsų privalumai: didelio tikslumo išmani CNC gamybos įranga, aukštųjų technologijų darbuotojai, brandi apdorojimo sistema, griežtas kokybės tikrinimo procesas, didelio tikslumo tikrinimo priemonės, puikus gamybos valdymo procesas, yra aukštos kokybės produktų garantija.
Mūsų įmonė turi DMG DMF1800*600 penkių ašių apdirbimo centrą, horizontalųjį apdirbimo centrą, vertikalųjį apdirbimo centrą, portalinį apdirbimo centrą ir didelio tikslumo trijų koordinačių patikrinimą. Mašina 80% įrangos yra CNC staklės; Galinga įranga, kad gautume tvirtą produktų gamybos ir apdorojimo kokybę.
- Guangwei Manufacturing Precision
- Henanas, Luojangas
- Sutartinė sąlyga
- informacija
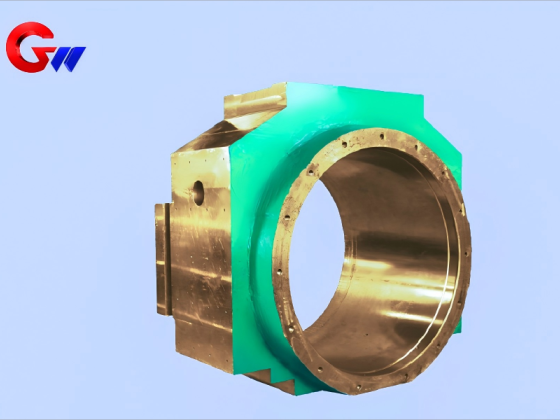
Karšto valcavimo staklės, veikiančios šoninio darbo veleno valcavimo bloko velenu
Darbinio ritininio rėmo veleno panaudojimo karštojo valcavimo staklyno darbinėje pusėje scenarijai
Funkcija: palaiko darbinį ritinį, atlaiko dideles apkrovas, smūgio jėgas ir trintį valcavimo proceso metu, prisitaiko prie aukštos temperatūros, didelės drėgmės ir dulkėtos aplinkos.
Įprastos darbo sąlygos:
Aukšta temperatūra (valcavimo metu ritinio paviršiaus temperatūra gali siekti daugiau nei 600 ℃);
Didelis ciklinis įtempis (dažnas paleidimo sustojimas ir kintama apkrova);
Jis turi būti atsparus oksidacijai ir nusidėvėjimui.
Darbinio ritininio rėmo veleno medžiagos pasirinkimas karšto valcavimo staklyno darbinėje pusėje
Įprastos medžiagos:
Legiruotasis konstrukcinis plienas, pvz., 42CrMo ir 40CrNiMoA, pasižymi dideliu stiprumu, kietumu ir atsparumu dilimui.
Įrankių plienas: pvz., H13 (4Cr5MoSiV1), tinka aukštesnei temperatūrai ir atsparumo dilimui reikalavimams.
Nerūdijantis plienas: pvz., 17-4PH (kietėjimo krituliais tipas), naudojamas korozinėje aplinkoje.
Atrankos kriterijai:
Atsparumas tempimui (≥ 800 MPa), nuovargio riba, stabilumas aukštoje temperatūroje;
Balansas tarp išlaidų ir apdorojimo našumo.
Darbinio ritininio rėmo veleno terminio apdorojimo procesas karšto valcavimo staklyno darbinėje pusėje
Pagrindiniai žingsniai:
Grūdinimas ir grūdinimas (gesinimas + grūdinimas aukštoje temperatūroje):
Gesinimas: gesinimas aliejumi 850–880 ℃, kad būtų gauta martensitinė struktūra;
Grūdinimas: 550–650 ℃, siekiant pašalinti įtampą ir pagerinti kietumą.
Paviršiaus stiprinimas (neprivaloma):
Indukcinis grūdinimas: vietinis veleno kaklelio grūdinimas, gylis 2-5mm, kietumas HRC50-55;
Azotavimas: azotavimas dujomis arba jonų nitridavimas, paviršiaus kietumas ≥ HV900, pagerina atsparumą dilimui.
Atkaitinimas, mažinantis įtampą: liekamojo įtempio pašalinimas prieš precizinį apdirbimą.
Gaminant karšto valcavimo staklyno darbinio ritininio rėmo veleną, pabrėžiamas didelis medžiagos stiprumas, terminio apdorojimo proceso tikslumas ir griežtas gamybos proceso patikrinimas. Pagrįstai parenkant medžiagas ir kontroliuojant procesą, galima žymiai pailginti komponentų tarnavimo laiką (paprastai projektuojama 5-10 metų), o valcavimo staklių priežiūros išlaidas galima sumažinti. Faktiškai gaminant parametrus reikia koreguoti pagal konkretų valcavimo staklyno modelį (pvz., 2050 mm karšto valcavimo staklyną) ir valcavimo medžiagas (pvz., nerūdijantį plieną ir anglinį plieną).
Pagrindiniai produktai:Visų rūšių valcavimo staklyno bloko velenas, lenkimo ritininis blokas ir kitos malūno tikslios dalys, šių gaminių tikslumas tiesiogiai veikia malūno tikslumą, tiesiogiai veikia malūno gaminamų produktų kokybę.
Tipas yra darbinio veleno valcavimo staklyno bloko velenas, dirbantis tarpinio ritininio atraminio ritinio velenu, taip pat gali priimti kitus nestandartinius klientų pritaikymus.
Darbinio veleno valcavimo staklyno blokinio veleno gaminio proceso veikimo pusė
Sukaupusi ilgametę patirtį, įmonė suformavo brandžios mechaninio apdirbimo technologijos rinkinį guolių korpuso gamybai: