




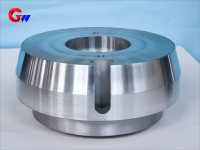
Liejimo plieno ritininis kūgio galvutė
GW tiksliai liejamo plieno ritininio kūgio galvutė yra viena iš svarbių valcavimo staklyno komponentų.
- GW Precision
- Luojangas, Kinija
- Sutartinė sąlyga
- 1000 vienetų
- informacija
Liejimo plieno ritininis kūgio galvutė
Liejimo plieno ritininė kūgio galvutė daugiausia naudojama metalurgijos valcavimo staklėse, kasybos mašinose, sunkioje įrangoje ir kitais atvejais, kuriems reikia didelių radialinių ir ašinių apkrovų. Jo dizaino ypatybė yra kūginių ritininių guolių (tokių kaip TIMKEN serijos) naudojimas, kad būtų galima vienu metu atlaikyti radialines ir ašines jėgas, tinkamas didelio smūgio, didelio greičio ar didelės apkrovos sąlygomis.
Liejimo plieno ritininės kūgio galvutės taikymo scenarijai
1. Pagrindinės taikymo sritys
Karšto/šalto valcavimo staklynas: palaiko darbinį, tarpinį arba atraminį ritinį, kad atlaikytų riedėjimo jėgą ir ašinį judėjimą.
Kasybos mašinos: naudojamos sunkiosios įrangos, pvz., trupintuvų ir rutulinių malūnų, perdavimo sistemoms.
Vėjo jėgainė: didelė vėjo turbinos pagrindinio veleno guolio sėdynė.
Laivai/sunkioji technika: didelės apkrovos besisukantys komponentai, pvz., sraigto velenai ir pavarų dėžės.
2. Darbo ypatumai
Didelė apkrova: atlaiko radialinę jėgą (riedėjimo jėgą) ir ašinę jėgą (riedėjimo judesį).
Aukštos temperatūros / didelės taršos aplinka: karšto valcavimo sąlygomis reikalingas atsparumas karščiui ir oksidacijos prevencija; Kasybos aplinka turi būti atspari dulkėms ir vandeniui.
Didelio tikslumo reikalavimas: tvirtinimo tikslumas tarp guolio lizdo vidinės angos ir išorinio guolio žiedo (dažniausiai H7 arba H8 lygis).
Lietojo plieno ritinėlio kūginės guolių sėdynės terminio apdorojimo procesas
Lietojo plieno ritinėlio kūginė guolių sėdynė paprastai yra pagaminta iš mažai legiruoto plieno (pvz., ZG35CrMo, ZG42CrMo), o terminio apdorojimo procesas yra toks:
1. Išankstinis apdorojimas (atkaitinimas arba normalizavimas)
Tikslas: pašalinti liejimo įtampą, patobulinti grūdelių dydį ir pagerinti apdirbamumą.
Procesas: kaitinkite iki 850-900℃ir laikykite šiltai prieš aušinimą oru (normalizavimą) arba krosnies aušinimą (atkaitinimą).
2. Grūdinimas ir grūdinimas (gesinimas + grūdinimas)
Gesinimas: kaitinkite iki 850-900℃(priklausomai nuo medžiagos), gesinimas alyva arba gesinimas vandeniu (kad nesusidarytų deformacijos).
Grūdinimas: Grūdinimas 500-650℃išgauti martensitinę struktūrą, subalansuojančią stiprumą ir kietumą (kietumas HB 250-320).
3. Vietinis paviršiaus stiprinimas (neprivaloma)
Indukcinis grūdinimas: aukšto dažnio guolio montavimo paviršiaus grūdinimas, siekiant pagerinti atsparumą dilimui (kietumas HRC 50-55).
Karbiuravimas / azotavimas: tinka labai legiruotam plienui, kad padidintų atsparumą nuovargiui.
4. Įtempių mažinimo atkaitinimas (po tikslaus apdirbimo)
Atkaitinimas žemoje temperatūroje 200-300 laipsnių℃pašalina apdirbimo įtampą ir apsaugo nuo deformacijos.
Funkcijos įvadas:
1. Sukimo momento perdavimas: kūginės galvutės naudojamos variklio sukimosi momentui perduoti daugiau
efektyviai, užtikrinant sklandų riedėjimo procesą.
2. Pagerinkite jungties stabilumą: kūgio galvutės konstrukcija padeda pagerinti jungties stabilumą
ritinėlio galvutė ir movos velenas, sumažinant atsipalaidavimą arba susidėvėjimą esant dideliam greičiui.
3. Pritaikymas skirtingiems riedėjimo poreikiams: Kūgio galvutės konstrukcija padeda prisitaikyti prie įvairių tipų
valcavimo procesai, tokie kaip karštasis valcavimas ir šaltasis valcavimas, taip pat įvairių medžiagų valcavimo poreikiai.
Susiję produktai




