




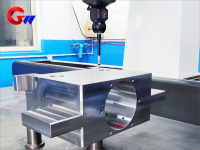
Guolių sėdynė karštojo valcavimo staklyno perdavimo pusės darbiniam ritiniui
Darbinio ritinio guolio lizdas yra vienas iš pagrindinių GW tikslumo produktų.
Išvardykite pagrindines karštojo valcavimo staklyno perdavimo pusės darbinio ritinio guolio lizdo funkcijas ir veikimo reikalavimus:
Pagrindinės funkcijos
Sukimo momento perdavimas: atsakingas už sukimo momento perdavimą iš pagrindinės perdavimo sistemos į darbinį ritinį (didžiausias sukimo momentas gali siekti 500 kN · m)
Dinaminės apkrovos palaikymas: gali atlaikyti riedėjimo jėgą (2000–6000 kN vienoje pusėje) ir kintamą smūgio apkrovą
Tikslumo priežiūra: Užtikrinkite, kad darbinio ritinio radialinis išbėgimas būtų ≤ 0,04 mm (garantuojant ± 0,15 % storio nuokrypį juostiniam plienui)
Prisitaikyti prie darbo sąlygų
Temperatūros diapazonas: guolio padėties darbinė temperatūra 80-120 ℃ (akimirkinė smailė 180 ℃)
Riedėjimo greitis: ≤ 15 m/s (iki 20 m/s, kai suporuotas su alyvos plėvelės guoliais)
Volelio keitimo dažnis: ≥ 1 kartą per pamainą (reikalingas greitas išmontavimas ir projektavimas)
- GW Precision
- Luojangas, Kinija
- Sutartinė sąlyga
- Metinė talpa yra 500 vienetų
- informacija
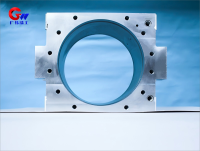
Guolių sėdynė karštojo valcavimo staklyno perdavimo pusės darbiniam ritiniui
Darbinio ritinio guolio lizdo, esančio karšto valcavimo staklyno perdavimo pusėje, medžiagos ir gamybos standartai
Pagrindinė medžiaga
Gamintojas: ZG35CrNiMoV (specialus plieno liejimas)
Ingredientų optimizavimas:
|Elementai | C 0,33-0,37 | Cr 1,0-1,3 | Tai yra 1,2–1,6 | Mo 0,3-0,5 | V 0,15-0,25|
Našumo pranašumai:
Atsparumas aukštai temperatūrai (σ ₀. ₂ ≥ 650 MPa esant 300 ℃)
Nuovargio trukmė (Nf ≥ 2 × 10⁶ kartų, kai Δσ = 400 MPa)
Pagrindinės sudedamosios dalys
Komponentų medžiagų paviršiaus kietumas po terminio apdorojimo
Darbinio ritinėlio korpuso ZG35CrNiMoV guolio lizdas grūdintas ir grūdintas + sendintas HB 300-330
Sukimo momento perdavimo griovelis 42CrMoA nitridavimas HV 800-900
Sandarus galinis dangtelis dvipusis nerūdijančio plieno 2205 tirpalas apdorotas HRC 28-32
Darbinio ritinio guolio lizdo karšto valcavimo staklyno perdavimo pusėje terminis apdorojimas ir paviršiaus apdorojimas
Terminio apdorojimo procesas
A [Elektrinės lankinės krosnies lydymas] -->B [Argono apsaugos išpylimas]
B – >C [880 ℃ × 6 h normalizavimas]
C -->D [850 ℃ alyvos gesinimas + 620 ℃ grūdinimas]
D -->E [-80 ℃ × 4h kriogeninis apdorojimas]
paviršiaus stiprinimas
Guolių angos hipergarsinis liepsnos purškimas (HVOF) WC-12Co danga (storis 150-200 μm, HV ≥ 1300)
Sandarinimo paviršiaus gesinimas lazeriu (kietėjimo sluoksnio gylis 1,2-1,5 mm, HRC ≥ 52)

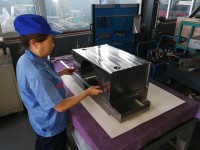
1, vertikalus apdirbimo centras: Pagal vaizdą formos frezavimo gylis 5 mm, kad būtų galima rasti teigiamą juostą (kiekvienoje pusėje yra 1,5-2 mm vietos); nuvalykite ir nuimkite aštrius kraštus, kad galėtumėte patikrinti. (pirmas gabalas patikrinimui)
2, horizontali gręžimo mašina:Nustatyta, kad kiekvienam įprasto diržo paviršiui rezervuota 1,5–2 mm paraštė, o griovelio pakraštė vaizde yra 1,5–2 mm; skylės skylės kraštas yra 3-4 mm; kiekvienos skylės ilgis yra 2-3 mm; o skaidrus kraštas naudojamas norint pašalinti aštrų šlaunies kraštą, kad būtų galima patikrinti. (pirma dalis patikrinimui)
3, vertikalus apdirbimo centras: Užbaikite frezavimą pagal (netolerancijos pritaikymo paviršiaus) reikalavimus, frezavimo ilgį, kad būtų nustatytas tinkamas 5 mm krašto gylis; gręžimo pagal reikalavimus, kiekvienoje pusėje likutinis kiekis 1 ≤ 1,5 mm; kiekvienos skylės ilgis atitinka reikalavimus ir nukreipkite į du skylės centrinės skylės galus; užtikrinti guolio lizdo matmenų ir formos bei padėties paklaidą.
4, Darbas suolo:Kiekvienos sriegio apatinės angos padėties nustatymo anga atitinka darbinio ritinio guolio lizdo reikalavimus.
5, Darbas suolo:Kitas alyvos skylių ir varžtų skylių gręžimo sriegis; Nuvalykite ir pašalinkite aštrius sruogų kraštus, kad galėtumėte patikrinti. (pirma dalis guolio sėdynės patikrinimui)
6, Galutinis patikrinimas: nuvalydami pašalinkite aštrias įdubų briaunas ir nusiųskite apžiūrai bei išduokite guolio lizdo patikros sąrašą.

Darbinio ritinio guolio lizdo, esančio karštojo valcavimo staklyno perdavimo pusėje, tikrinimo ir bandymo specifikacijos
medžiagos patikrinimas
Sudėties analizė: ICP spektrometras (elemento nuokrypis ≤± 0,01%)
Neardomasis bandymas:
Ultragarsinis bandymas (EN 12680-3, 1 klasė)
Magnetinių dalelių patikrinimas (ASTM E709, įtrūkimų aptikimas ≤ 0,1 mm)
veikimo testavimas
Bandomojo projekto standartinio metodo kvalifikaciniai rodikliai
Statinės apkrovos bandymas ISO 19973-1 1,8 karto vardinė apkrova be deformacijos
Dinaminis nuovargio bandymas DIN 50100 10⁷ ciklų be įtrūkimų
Sandarinimo efektyvumo bandymas ISO 5208 A klasė 0,6 MPa slėgio išlaikymas be nuotėkio
dinaminis aptikimas
Dinaminio balanso lygis: G0.4 lygis (ISO 1940-1)
Vibracijos intensyvumas: ≤ 2,5mm/s(GB/T 29531)
DUK
1. Ar galite tai padaryti Darbinio ritinio guolio sėdynė Produktas Pagal kliento poreikį?
A: Taip, mes galime laikytis jūsų konkrečių reikalavimų.
2. Ar galiu apsilankyti jūsų gamykloje prieš užsakant ?
A: Taip, sveiki atvykę į mūsų gamyklą išvykai.
3. Kur yra artimiausias jūsų įmonės uostas?
A: Šanchajaus uostas yra artimiausias.
4. Ar galime pasirinkti skirtingas medžiagas darbinio ritinio guolio sėdynei?
A: Taip, jį galima pasirinkti atsižvelgiant į jūsų poreikius.
5. Kiek laiko užtruks ir man bus pristatyta darbo ritinio guolio sėdynė?
A: Paprastai jūra trunka nuo pusantro iki dviejų mėnesių. Tai priklauso nuo jūsų užsakymo kiekio.
6. Koks yra jūsų paketo viršelis?
A: Eksportui naudojame medinę dėžę.





