




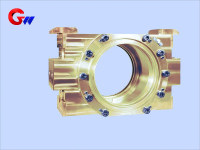

Šaltojo valcavimo staklės, veikiančios šoninio tarpinio ritininio guolių bloko
Šaltojo valcavimo staklyno darbinėje pusėje esančios tarpinės ritininio guolio lizdo medžiaga ir terminis apdorojimas
Šoninio tarpinio ritininio guolio bloko korpuso medžiaga:
Didelio stiprumo ketaus (HT300/HT350) arba lietojo plieno (ZG310-570), kurio tempiamasis stipris ≥ 500 MPa.
Dėvėjimui atsparus pamušalas pagamintas iš bronzos (ZCuAl10Fe3) arba polimerinės kompozicinės medžiagos (pvz., PTFE modifikuotos medžiagos).
Terminis apdorojimas:
Liejiniams reikalingas senėjimo apdorojimas (kad būtų pašalintas vidinis įtempis) ir kritinių kontaktinių paviršių aukšto dažnio gesinimas (kietumas HRC45-50).
- GW Precision
- Luojangas, Kinija
- Sutartinė sąlyga
- informacija
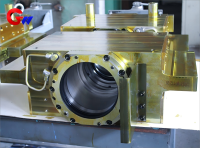
Šaltojo valcavimo staklės, veikiančios šoninio tarpinio ritininio guolių bloko
Darbinio šoninio tarpinio ritininio guolių bloko matmenys ir leistinos nuokrypos
Guolių montavimo angos:
Priklausomai nuo guolio tipo (pvz., TQO serijos keturių eilių kūginiai ritininiai guoliai), tolerancija paprastai yra H6 (vidinė skylė) arba js6 (išorinis skersmuo).
Šiurkštumo reikalavimas: guolio jungiamojo paviršiaus Ra yra ≤ 0,8 μm, o nesuderinamo paviršiaus Ra yra ≤ 3,2 μm.
Padėties nustatymo tikslumas:
Guolio lizdo vidinės angos apvalumas yra ≤ 0,008 mm, o koaksialumas yra ≤ 0,015 mm / 500 mm.
Tinkamumo tarpas su ritininiu kaklu: 0,05–0,10 mm (atsižvelgiant į šiluminį plėtimąsi).

CNC apdirbimo programavimas
Programuotojai naudoja kompiuterio modeliavimo apdorojimą programai paleisti, optimizuodami apdorojimo linijas ir protingai išdėstydami apdorojimo įrankius, kad ruošinio apdorojimas būtų tikslesnis, naudojant tvarkingas ir gražias peilių linijas.
Aukšto tikslumo apdorojimo įranga
CNC horizontalus apdirbimo centras, CNC vertikalus apdirbimo centras, penkių ašių išsamus apdirbimo centras ir kita didelio tikslumo apdorojimo įranga užtikrina operatyvinio šoninio tarpinio ritininio guolių bloko gaminio apdorojimo dydžio tikslumą, taip pat užtikrina, kad sudėtinga ruošinio struktūra būtų sklandžiai ir tiksliai apdorojama.

„Operate Side“ tarpinio ritininio guolių bloko gamybos ir surinkimo procesas Apdorojimo technologija:
CNC gręžimo ir frezavimo staklės, skirtos apdirbti guolių skyles (IT6 lygio tikslumas), šlifuoti arba šlifuoti galutiniam apdirbimui.
Varžtų skylių padėties paklaida yra ≤ 0,05 mm, kad būtų užtikrintas tikslus sujungimas su rėmu.
Surinkimo reikalavimai:
Sureguliuokite išankstinį guolio priveržimo jėgą pagal gamintojo specifikacijas (pvz., ašinę 8–12 kN pirminio įtempimo jėgą).
Montuodami naudokite hidraulines veržles, kad išvengtumėte smūginių apkrovų.
Kokybės proceso kontrolė
Nuo ruošinio apdorojimo, defektų nustatymo, terminio apdorojimo iki gamybos proceso – kiekvieną procesą turi patikrinti inspektoriai, kvalifikuoti prieš kitą proceso apdorojimą.
Apžiūra ir bandymai
Griežtos tikrinimo ir testavimo procedūros yra mūsų kokybės užtikrinimas. Kiekvienas „Operate Side“ tarpinis ritininio guolių blokas turi visą cheminės sudėties analizės ataskaitų rinkinį, terminio apdorojimo ataskaitą, trūkumų aptikimo ataskaitą, matmenų tolerancijos, formos ir padėties tolerancijos tikrinimo ataskaitą (trys koordinatės ir kiti tikslaus tikrinimo instrumentai užtikrina apdirbimo dydžio tikslumą), kurie visi yra atsekami ir atsekami.

Šaltojo valcavimo staklyno darbinėje pusėje esančios tarpinės ritininio guolio lizdo tepimas ir sandarinimas
Tepimo sistema:
Koncentruotas plonas alyvos tepimas (slėgis 0,3-0,5 MPa, debitas 30-50L/min), arba alyvos oro tepimas (alyvos lašelių tūris 5-10 lašų/min).
Tepalinės alyvos klampumas: ISO VG 68-100 (esant 40 ℃).
Sandarinimo dizainas:
Kombinuotas sandariklis (labirintinis sandariklis+spyruokle sustiprintas lūpų sandariklis), atsparus dulkėms standartas ISO 4406 18/16/13.
Sandarinimo medžiaga: aukštai temperatūrai atspari fluoro guma (FKM) arba poliuretanas (PU).





